

TIG Welding Aluminum 10 Equipment Pieces for Good Weld
TIG welding aluminum can be hard, particularly for beginners. Here are some helpful TIG welding aluminum tips and equipment to help you create quality weld jobs.
Know TIG welding aluminum tips
TIG welding aluminum can be a challenge, especially those with little  or no experience in welding aluminum, or even welding in general. This process involves getting two pieces of aluminum to stick together without breaking, shriveling, warping or cracking. Here are some helpful tig welding aluminum tips to help you learn how to weld aluminum faster than you would have otherwise. Here is a list of the equipment that you need.
or no experience in welding aluminum, or even welding in general. This process involves getting two pieces of aluminum to stick together without breaking, shriveling, warping or cracking. Here are some helpful tig welding aluminum tips to help you learn how to weld aluminum faster than you would have otherwise. Here is a list of the equipment that you need.
1. TIG welder
Many sources say a TIG welder is the best method for welding aluminum. TIG welders are quite expensive and it can be hard to justify even the lowest quality units unless you’re making money with it. The most expensive units come with features that make doing high quality welds on aluminum possible. There are also bottom-of-the-line welders that is great for farmers or hobbyists. Know that adequate welds can still be made with a cheaper machine. But with a more expensive one, you get more amperage, water cooling, square wave AC, frequency adjustment and adjustment of positive to negative current for better penetration and cleaning.
2. Good welding gloves
Invest in high quality welding gloves; these will go a long way. Using those cheap ones will only lead to painful blisters.
3. Good welding helmet
Experts recommend that you get the gold tinted auto-darkening helments. although they can be expensive. Of course, you can still use those standard welding helmets; just make sure that you use them right.
4. Argon gas
Mixes will not work for aluminum, expect for an argon-helium mix. Never take the tank from MIG welding aluminum to use on your TIG welder because it will not work at all. You will only make a bunch of burnt soot and metal.
5. Aluminum welding rod
There are several recommended welding rods; you can ask an expert for advise. Make sure that you know which rod to use for which alloys as well as a ton of excellent aluminum and metalworking information, along with tig welding aluminum settings. You might ask how to tell one alloy from another, but you will not do any mission critical welding, so you do not have to worry about it.
6. Dedicated stainless steel
Use this stainless steel brush only for aluminum. As much as possible, label it with ‘aluminum’ so it will not get used for anything else.
7. Metal bench
If you do not have one, experts suggest that you get yourself one. Stopping your weld to put out a fire can be a big hassle. This can happen to you all the time, especially if you are still getting started with welding.
8. Squirt bottle with water
This is not for cooling the work, it is for putting out small fires that are not big enough to use a fire extinguisher on. Cooling aluminum quickly can cause it to crack in or near the weld.
9. Fire extinguisher
This might not be such as bad idea if you do not want to get fired for burning down the shop.
10. Heavy long sleeve cotton work shirt
This one is very important. TIG welding gives more UV radiation than any other welding process
Merely using a T-shirt or any other thin clothing will end up with you being painfully burned with peeling skin and blisters. It only takes just a few minutes to give you some serious burns.
11. Clamps or vise grips Get these or whatever you’ll use to hold your work in place
Also get some bars or blocks or copper or aluminum to use as heat sinks.
You do not have to make TIG welding aluminum hard and hazardous for you. Follow the simple tips above and you should be on your way to creating quality welds. If you are still unsure of your welding skills, contact a reputable, certified TIG welder or welding company in your area to do your welding projects for you.
 stainless steel tubing for systems where the products flowing through them has to be maintained in a sterile or clean condition. The ability to make smooth, crevice-free welds that maintain consistency and uniformity for numerous joints have made orbital welding technology the accepted joining technology for pharmeceutical in the United States. Crevice-free welds are important for controlling the growth of microorganisms in hygeinic pipe systems. The food and dairy industries in the country, which has been slow to adopting orbital welding, have shown a growing awareness during the previous years that the joining technology used to fabricate sanity piping systems is essential to achieving and maintaining sterilizability and cleanliness, and they are taking steps to improving the hygienic condition of their systems.
stainless steel tubing for systems where the products flowing through them has to be maintained in a sterile or clean condition. The ability to make smooth, crevice-free welds that maintain consistency and uniformity for numerous joints have made orbital welding technology the accepted joining technology for pharmeceutical in the United States. Crevice-free welds are important for controlling the growth of microorganisms in hygeinic pipe systems. The food and dairy industries in the country, which has been slow to adopting orbital welding, have shown a growing awareness during the previous years that the joining technology used to fabricate sanity piping systems is essential to achieving and maintaining sterilizability and cleanliness, and they are taking steps to improving the hygienic condition of their systems.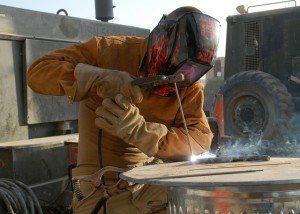 other contaminants should be removed from the areas to be welded. You can do this by the use of liquid or vapor cleansers of by mechanical means. Striking the arc can be done by momentarily touching the electrode to the work and quickly withdrawing it; using a apparatus to cause a spark to jump from the electrode to the work; and using an apparatus that initiates and maintains a small pilot arc, giving an ionized path for the main arc.
other contaminants should be removed from the areas to be welded. You can do this by the use of liquid or vapor cleansers of by mechanical means. Striking the arc can be done by momentarily touching the electrode to the work and quickly withdrawing it; using a apparatus to cause a spark to jump from the electrode to the work; and using an apparatus that initiates and maintains a small pilot arc, giving an ionized path for the main arc.







 You MUST Ask BEFORE Hiring a Welding Company – So You Can Avoid Wasting Your Time AND Hard-Earned Dollars”
You MUST Ask BEFORE Hiring a Welding Company – So You Can Avoid Wasting Your Time AND Hard-Earned Dollars” 
Keep in Touch