
What are the Various Orbital Welding Applications?
Orbital welding applications is growing more and more as we realize the benefits of this welding kind. Learn more about orbital welding equipment, application and materials.
Orbital welding gives high quality welds
Orbital welding is a special area of welding where the arc is mechanically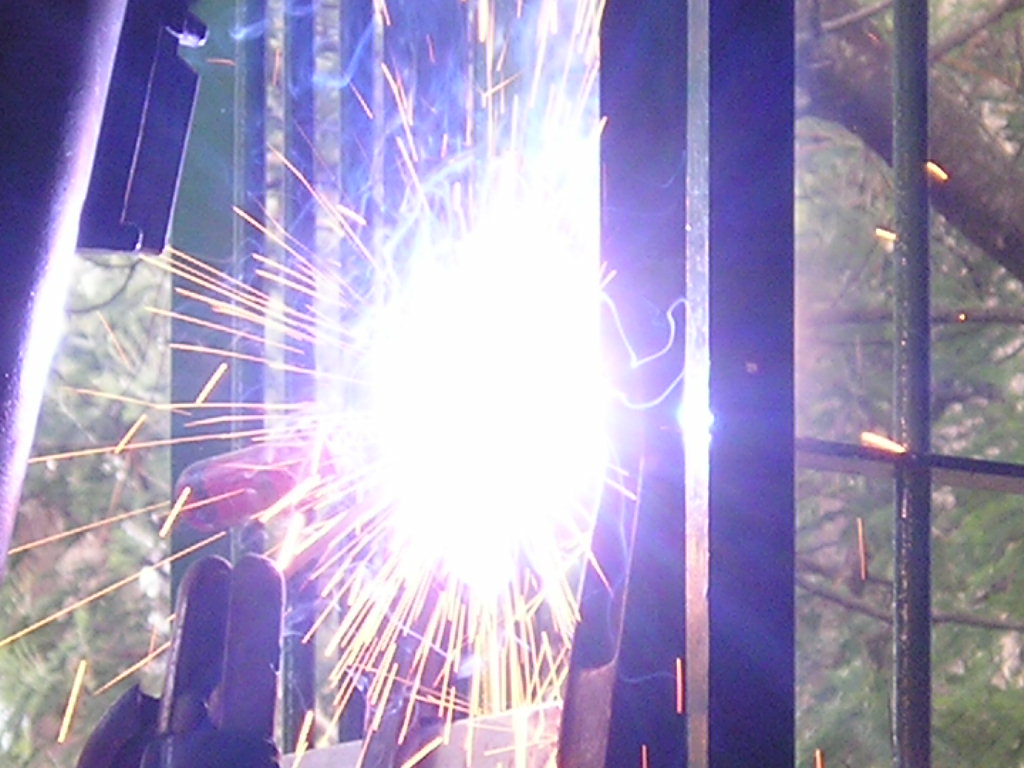 rotated 360 degrees around a static work piece in a continuous process. This process was developed to address the issues on operator error in gas tungsten arc welding (GTAW) processes. In orbital welding, computer-controlled process runs with only very little intervention from the operator. This process is specifically used for high quality, repeatable welding. The orbital welding process was invented more than 50 years ago as a way to solve the issue of operator error in GTAW. Read on as we learn more about orbital welding applications, equipment, process and materials.
rotated 360 degrees around a static work piece in a continuous process. This process was developed to address the issues on operator error in gas tungsten arc welding (GTAW) processes. In orbital welding, computer-controlled process runs with only very little intervention from the operator. This process is specifically used for high quality, repeatable welding. The orbital welding process was invented more than 50 years ago as a way to solve the issue of operator error in GTAW. Read on as we learn more about orbital welding applications, equipment, process and materials.
The main components of each orbital welding machine as the controller and power source, the welding head and a wire food mechanism. Welding materials of certain types and sizes also requires the use of a water or coolant system. There are several orbital welding equipment factors that can have an influence on the welding result. These aspects include the magnitude, arc length and pulse frequency of the welding current, thermal conductivity, welding speed, weld preparation, inert shielding gas, filler material and parent material. Ultimately, a quality weld is achieved via detailed knowledge of how to precisely adjust these parameters for individual welding task.
It’s hard to achieve the highest standards of safety and quality in manual welding
This is because of certain welding positions, that often lead to faulty welds because of restricted access in these positions. To have complete control over the weld pool, a perfect balance should be maintained between gravitational force and surface tension at each torch position. By using mechanized variants of the technique, certain parts of the welding process are handled by mechanical components. Take note that a welder will always control and monitor the process. Ideally, all welding parameters is programmed before welding starts. However, in practice, the presence of variable constraints means it’s mostly necessary for the welder to make corrective interventions.
Orbital welding has almost always been exclusively done by the tungsten inert gas technique using non-consumable electrodes, with extra cold-wire feed where necessary. The easy control of heat input makes TIG welding the best welding method for fully orbital welding of tubes with specialist orbital welding heads that incorporate a clamping device, TIG electrode and shielding gas chamber. Various kinds of metal can be welded: steels, nickel alloys, copper, aluminum, titanium and associated alloys. Carried out in an inert atmosphere, this technique gives results that are very clean, free from unwanted spatter and have low particle counts. This allows the highest depands to be met when it comes to the optical and mechanical properties of a weld seam.
Because of its ability to realize high purity results, orbital welding found its place in making clean-room components for the semiconductor industry. This application has now expanded to the construction of equipment and pipework for diverse industries like aerospace, shipbuilding, biotechnology, food processing, automotive engineering, pharmaceuticals and chemical engineering. Automated orbital TIG welding is also used in making power stations. The construction of materials used should be able to withstand the huge mechanical loads made by the high temperatures and pressures made by the media in the tubes.
Pores, notches and inclusions in the weld seams should be avoided at all costs because these make weak points that can lead to subsequent formation of cracks.In turn, these can have serious consequences when it comes to component failure. This means that tubes are mostly made from nickel-based materials that have walls of up to 200 millimeter thick. A manufacturer was able to come up with an orbital narrow gap welding system with hot-wire feed especially for this purpose that uses running gear that moves on a guide ring fixed around the tube. This new variant gave way to a lot of interest in the sector, following the worldwide boom in power station construction that field the continued search for increasingly productive manufacturing methods using new high temperature steels.
Along with the current methods of using hot wire and TIG orbital welding, there’s also a steady process in the development of FCAW/MAG/MIG welding that allows for a new range of new applications. Orbital welding can give reliable welding of reproducible quality with a range of techniques. This can be done to a high standard even when using unusual materials, small tube diameters, thick walls and in difficult working environments. Although more expensive than conventional welding equipment, productivity is also significantly higher than conventional TIG. Contact a certified welding company for more information about orbital welding application.
 You MUST Ask BEFORE Hiring a Welding Company – So You Can Avoid Wasting Your Time AND Hard-Earned Dollars”
You MUST Ask BEFORE Hiring a Welding Company – So You Can Avoid Wasting Your Time AND Hard-Earned Dollars” 
Keep in Touch